会社沿革
ライスハウァー社には、200年にわたる長い歴史があります。波瀾に富んでいると同時に、数々の成功に彩られた歴史です。始まりは1788年。最初は手工具を作っていましたが、1930年から工作機械の製造に移りました。1945年には、ライスハウァーの発明になる歯車創成研削盤を市場に投入、これが現在の成功の礎となりました。今日、ライスハウァーは世界屈指の歯車創成研削盤メーカーとなりました。1998年からは、創成研削盤のポテンシャルをフルに活用するべく、歯車研削用工具の自社生産も再開しています。

1788
詳しく見る
1870
詳しく見る
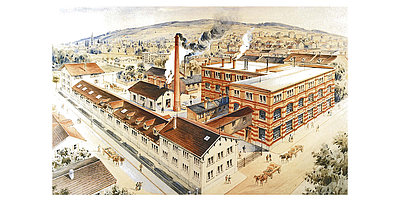
1882
詳しく見る
1928
詳しく見る
1945
詳しく見る

1968
詳しく見る

1977
詳しく見る

1986
詳しく見る

1993
詳しく見る

1998
詳しく見る

2001
詳しく見る

2003
詳しく見る

2006
詳しく見る

2008
詳しく見る
2009
詳しく見る

2012
詳しく見る

2014
詳しく見る
2015
詳しく見る
2017
詳しく見る
2019
詳しく見る

2020
詳しく見る
2020
詳しく見る

2020
詳しく見る

2021
詳しく見る